![]()
TECHNICAL INFORMATION
熱電対とは
1:熱電対の特長
熱電対は、製造現場や研究所をはじめ、幅広い分野で用いられている温度センサーです。
異なる2種類の金属を接合し、温度測定点と温度基準点の温度差によって発生する電圧を測ることで温度を測定します。熱電対はワイヤーや薄板、保護管を用いたシースロッド等、様々な形状があり、他のセンサーに比べ測定箇所に応じてより柔軟に取付方法を選択することができます。
計測の仕組みがシンプルで、特にワイヤー形状のものは自由度が高く、設置場所を選びません。
しかし、実際に熱電対をお温度測定に利用する際には、[2]に記載の点に注意する必要があります。
2:熱電対による計測
(1)熱電対タイプの選択
熱電対には多くのタイプがあり、タイプによって温度毎の出力電圧が異なります。
(2)熱電対出力信号の扱い
出力される電圧は小さく、温度変化と電圧変化は非直線の関係にあります。
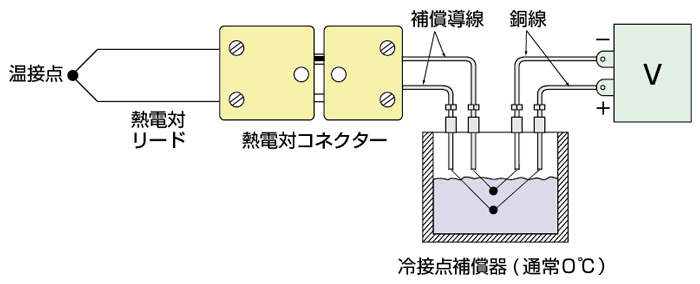
(3)冷接点補償
熱電対で温度を測定する際には、常に室温などの環境温度を考慮する必要があります。
これらの注意点を常に考慮し、正確な温度測定をするには複雑な手順が必要です。
仕組みはシンプルな熱電対ですが、正しい測定を行う場合には相応の準備や補正等の手間がかかります。
3:熱電対の原理
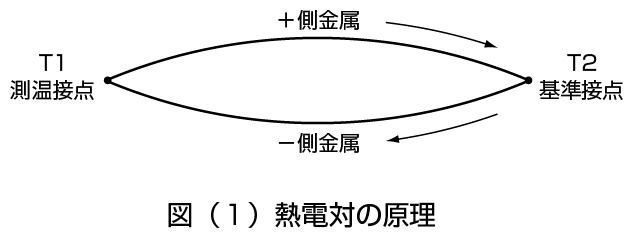
熱電対とは、2種類の材質の異なる金属の一端を接合し、図(1)のような回路を作り、一端を加熱するなどの方法でT1,T2間に温度差を生じさせますと、回路中にその金属固有の熱起電力が発生します。この1対の金属線を熱電対といいます。
この現象は発見者の名前をとってゼーベック効果と呼ばれており、この原理を利用して、温度計測が行われております。また、この熱電対の特性については、3つの法則が確かめられております。
金属線が均一であれば局部的に加熱しても、電流は流れないという均質回路の法則、回路中に異種の金属が入ってもその接続点の温度が同一ならば、熱起電力は生じないという中間金属の法則、回路の中間に接点があっても、同質の材料を使用していれば、その熱起電力は加算されるという中間温度の法則があります。
4:熱電対の用法
素線から熱電対を製作するには次の方法があり、それぞれの特徴を以下に記します。
| 作業の容易性 | 精度 | 応答性 | 耐久性 | |
|---|---|---|---|---|
| ハンダ付けする | ◎ | ▲ | ▲ | ▲ |
| ニッケルのような中間金属に両素線をスポット溶接する | ○ | ▲ | ▲ | ○ |
| スポット溶接する | ○ | ◎ | ◎ | ○ |
用法上の注意
※素線は空気中で長時間加熱しない様注意してください。酸化により熱電対の精度や応答性に悪影響をおよぼします。
※正確に温度測定を行うには、冷接点温度はなるべく被測定物の温度に近い温度にしますが、冷接点温度は0℃、または常温でもよく、冷接点側は上記とは逆の素線にしてもかまいません。
石川産業では精度、応答性に優れたスポット溶接を推奨しています。また、スポット溶接のご用命も承っております。詳細は下記までお気軽にお問い合わせください。
5:代表的熱電対性能表
| タイプ | 素線 | 温度範囲 ℃ | 誤差 ℃※ | 適応 | ||
|---|---|---|---|---|---|---|
| +極 | −極 | 標準 | 特殊 | |||
| J | 鉄 | コンスタンタン | 0~750 | ±2.2 ±0.75% |
±1.1 ±0.4% |
還元雰囲気中良 |
| T | 銅 | コンスタンタン | 0~350 | ±1.0 ±0.75% |
±0.5 ±0.4% |
酸化・還元雰囲気中使用可 |
| −200~0 | ±1.0 ±1.5% |
- - |
||||
| K | クロメル (ホスキンス社) |
アルメル (ホスキンス社) |
0~1250 | ±2.2 ±0.75% |
±1.1 ±0.4% |
酸化雰囲気中良 |
| −200~0 | ±2.2 ±2.0% |
- - |
||||
| E | クロメル (ホスキンス社) |
コンスタンタン | 0~900 | ±1.7 ±0.5% |
±1.0 ±0.4% |
高い起電力 |
| −200~0 | ±1.7 ±1.0% |
- - |
||||
| S | 白金 10%ロジウム |
白金 | 0~1450 | ±1.5 ±0.25% |
±0.6 ±0.1% |
標準となる、再現性にすぐれている |
| R | 白金 13%ロジウム |
白金 | 0~1450 | ±1.5 ±0.25% |
±0.6 ±0.1% |
酸化雰囲気中良 |
| B | 白金 30%ロジウム |
白金 6%ロジウム |
800~1700 | ±0.5% | - | 酸化雰囲気中良 金属管封じ不可 |
| C※ | タングステン 5%レニウム |
タングステン 26%レニウム |
0~2320 | ±4.5 ±1.0% |
- - |
真空不活性ガス 水素ガス雰囲気中良 |
※ANSIの規格になっていません
※誤差はいずれか大きい方
6:熱電対の種類と抵抗値
| 線径 | 熱電対の種類 | |||||||
|---|---|---|---|---|---|---|---|---|
| mm | inch | AWG | K | J | T | E | R | S |
| 0.0127 0.0254 0.0508 0.076 0.127 0.2032 0.254 0.381 0.508 0.813 |
.0005 .001 .002 .003 .005 .008 .010 .0159 .0201 .032 |
56 50 44 40 36 32 30 26 24 20 |
2408 598.4 149.6 60.88 24.08 9.524 5.984 2.381 1.490 0.589 |
1420 355.1 88.78 37.01 14.20 5.599 3.511 1.405 0.877 0.357 |
1217 304.3 76.09 31.64 12.17 4.758 3.043 1.204 0.753 0.298 |
2876 716.9 179.2 73.75 28.76 11.31 7.169 2.836 1.779 0.704 |
764 191 76.5 19.3 7.64 3.04 1.91 0.76 0.47 0.19 |
740 185 74 18.6 7.40 2.96 1.85 0.74 0.46 0.18 |
7:品質管理・環境負荷物質対応
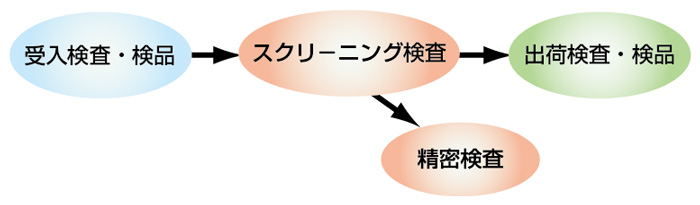
ユ-ザ-の皆様に安心してご使用いただけるよう材料受入時に全数目視検査を実施し、その上で、近年、特に欧州を中心にその規制が強化されている環境負荷物質について、使用禁止物質の混入有無を確認するため、材料メーカー、部材メーカーからの不使用宣言書を入手している部材、部品に対しても蛍光X線検査装置による生産ロットごとの抜き取り検査(スクリ-ニング検査)、及び、必要に応じ化学的な精密検査を実施しております。
Contact Us
- Tel: 0422-44-5501
- Fax: 0422-49-3831
- info@ishikawa-sangyo.co.jp